




Welding Symbols – The Basics
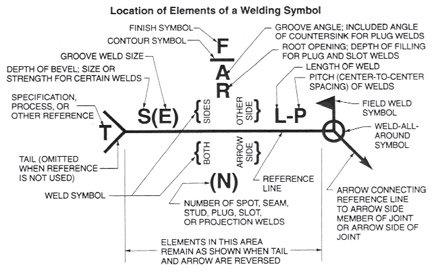
製図の他の側面と同様に、溶接にも設計者と施工者(すなわち溶接工)とのコミュニケーションを単純化するための一連の記号がある。 たとえば、以下の横棒の図形を見てください:



これらの図形は実行する溶接のすべてのドラフト仕様書のコア構造を表しています。
矢印
溶接記号には矢印があり、図面上の溶接が必要な場所を指している。
矢印は、水平基準線と交差するリーダー線に取り付けられている。
最後に、基準線の反対端に2方向に分岐した尾がある。
溶接記号
基準線の中央からぶら下がっているのは、幾何学的図形か、金属にどのような種類の溶接を行うべきかを示す2本の平行線である。
これは溶接記号と呼ばれる(全体の溶接記号と混同しないように)。
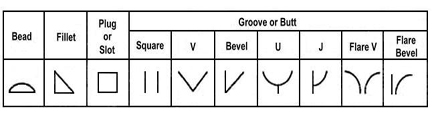
上の図面に見られる3つの溶接記号は、それぞれ角形、隅肉、V溝溶接を表す。
溶接記号は、基準線の下ではなく上に配置することもできる。
溶接記号が基準線の下にぶら下がっている場合、それは溶接が接合部の「矢印側」で実行されなければならないことを示しています。
さて、溶接記号が基準線の上に表示されている場合、溶接は矢印が指す接合部の反対側で行う必要があります。
もし溶接記号が下図のように基準線の両側に現れたら、それは溶接が接合部の両側で行われなければならないことを指定します。

多数の溶接記号が、業界で用いられるすべての異なる溶接タイプや、はめ込み中に切断または開先しなければならない接合部を表すために考え出されました。
Dimensions and Angles
言うまでもなく、数値も溶接仕様の大きな部分を占めています。 溶接の幅、深さ、ルート開口部、長さ、および溶接前に母材に必要な開先角度はすべて、基準線の上または下に簡潔に伝えられます。

ほとんどの場合、溶接幅(または直径)は溶接記号(ここではインチで表示)の左側に位置し、その長さは右側に書かれています。
(溶接の解剖学で説明したように、溶接の幅は溶接の一方の脚から他方の脚までの距離です。)
しばしば、長さが示されていないことがありますが、これは溶接を接合部の始まりから終わりまで、あるいは母材上の接合部に急激な変化があるところに敷くべきであるということを意味しています。
基準線の下に書かれている寸法は、もちろん矢印側の継手に適用され、上に書かれている寸法は反対側の継手に適用されます。 上の画像では、接合部の両側に溶接が示されています。
場合によっては、単一の長い溶接ではなく、一連の別々の溶接が指定されることがあります。 これは、薄い金属や熱に弱い金属を溶接する場合や、接合部が非常に長い場合によく見られます。 次の記号と図面では、3インチの間欠隅肉溶接が指定されています:


上の基準線の両側にある溶接記号が、互いにミラーリングするのではなく、オフセットされていることに注意してください。 これは、右の図面に示すように、溶接部が接合部の両側で千鳥に配置されるべきであることを意味します。
溶接記号は、角度、ルートオープニングまたはルートフェイス寸法を指定することもできます。 これは、溶接される母材が1/4インチより厚い場合によく見られる。 次の例は、Vグルーブジョイントを呼び出す記号と図面である:


ここで、グルーブ溶接は記号内に寸法が書かれている。
最初の数字は1/8で、これは1/8インチのルートオープニングに関係する。
その下の大きな数字は45度を表し、これはプレート間の含まれる角度を意味する。 つまりこの例では、各プレートに施された面取りは22 1/2であり、これは45度に相当します。
他の記号と複数の基準線
全体の溶接記号の他の部分に移動して、基準線とリーダー線の交差点で、以下に示すように、他の2つの記号を挿入することができる。

旗竿は現場溶接を示し、単に工場ではなく現場で作業を行うように溶接士に指示するものである。
同じ接合部にある溶接万能丸は、まさにそれを意味しています。 この記号はパイプやチューブによく使われますが、右上のような非円形の構造部品も同様に全周溶接が必要な場合があります。
図面上で見られるかもしれない他のタイプの指示をいくつか挙げてみましょう。


溶接記号の面の上にある曲線は、溶接の仕上げがフラット、コンベックスまたは凹にすべきであることを指定します。 (直線が表示されている場合、それは平らな溶接、すなわち同一面です。)
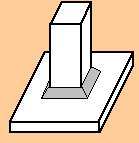
右上に示すように、その上にボックスがあるV溝溶接記号は、この接合部に裏打ちストリップまたはバーが必要であることを示しています。
裏打ちストリップまたはバーは、「裏溶接」または「裏打ち溶接」と混同されることがあります。 それらは裏打ちストリップを使用することと同じものではありません。
裏打ち溶接は、一次開先溶接が完了した後、接合部の裏側に二次溶接を作成するところです。
逆に、裏打ち溶接は溶接士が最初に行う溶接です(したがって、裏打ちストリップと同じ機能を果たすことになります)。
裏打ちストリップは、スムーズで均一な溶接を促進するためにプレートの底に溶接された金属の部分です。
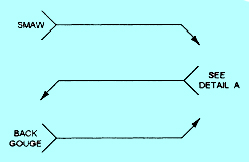
これらの 3 つのオプションはそれぞれ、何が起こる必要があるかを伝えるためにテールと溶接記号の両方を使用して以下に説明されています。 記号は同じに見えるので、両方とも名前で指定する必要があります。
溶接作業が多くの工程を含む場合、次のように溶接記号に複数の参照線を表示することがあります:
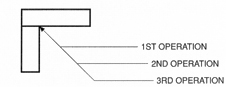
指示を明確にするために、いくつかの参照線がリーダー線から平行に軌跡を描いて伸びることがあります。
Optional Tail = Special Instructions
裏打ちストリップのケースで見たように、溶接記号のフォーク状の尾は、基準線上で宣言された通常のパラメータの一部ではない詳細を伝えるために使用されます。
もちろん、特別な指示を必要としない場合は、溶接記号から尾部を省略し、基準線、矢印、リーダー線だけを残す。
より複雑な溶接仕様
一度基本をマスターすれば、工場図面や設計図で伝えられた他の多くの特殊性を吸収する準備ができているでしょう。
- 仕上げと輪郭の指示
- カウンターシンクと面取りの仕様
- 研磨または他の機械加工
- スポットまたはプラグ溶接の指示
以下は、溶接記号で情報を伝えるのに使われる標準チャートである。
さらに溶接記号について調べたい場合は、このページの右上にあるリソースボックスのリンクをたどってください。 また、リンカーン財団は「How to Read Shop Drawings」という本を出版しており、ホームページから購入すると10ドルで購入できます。 (右上のリンクを参照)
Next: 溶接の欠陥